Fiberglass
Fiberglass is a material made of extremely soft fibres of glass and polymer. The result for this is then a composite material also known as a polymer strengthened by fibre/ fibre-reinforced polymer FRP/ or a plastic strengthened by glass / glass-reinforced plastic GRP/, common name for it a laminate or a fiberglass. From the history we know, that the glassmakers endeavoured to produce a soft fibre, but did not have the instruments soft enough for its production. In 1893 Edward Drummond Libbey showed on „World’s Columbian Exposition the dress containing a glass fibre with texture and diameter of silk. What we know as today’s glass fibre had been invented in 1938 by Russel Games Slayter as a material used for the purposes of isolation. It has been sold under the marketing name Fiberglas, and started to be used as a trademark. Similar, but more expensive technology in the use of aplications envolving high strength and low weight is the use of carbon fibres.



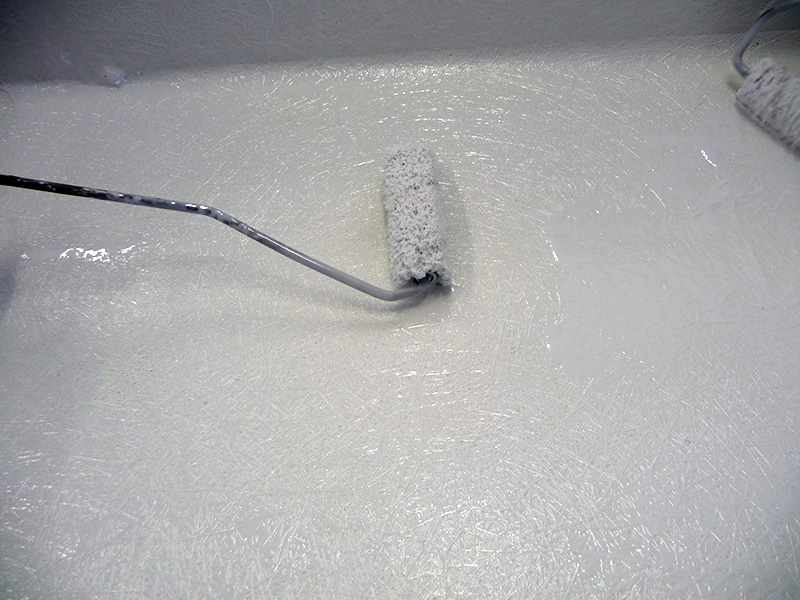
Handmade laminates
This kind of production involves applying a layer of GELCOAT on the prepared form, the part of the Gelcoat is in the endproduct presented as the elevation part of the product, that gives the product the desired colour and surface of the product. Gelcoat is a resin with pigment that ensures a resistant surface of the product. The advantage is that the surface of the product does not have to be additionaly modified, because it has a lot of kinds of applications , sufficient quality of colour, firmness and shine. In the next phase the resin and glass fibre in the form of textile with woven fibres of glass or matt without woven configuration of fibres is added – undirected save fibre. The second phase revises, eventually revises with another composition of glass reinforcement, until the desired qualities are achieved/ firmness, firmness of load, firmness of pull, firmness of pressure, weight, desired thickness. During the layering of all necessary layers there increases spontaneously / without the presence of pressure and heat/ a chemical reaction, through which all layers chemicaly bind, the heat increases and a uniform structure is a result.





Vacuum laminating
It is a similar way of production as in the previous case. In the same way the layer of GELCOAT is put on the form, whereas the gekcoat is presented as the elevation side of the product, it then gives the product the desired colour and surface structure. Afterwards the mat is put in the form. The form is closed by another, opposite form whereas the closed hollow body increases filled with necessary material / gelcoat, resin, glass fibre, resin/ , from which the air has been ducted and while the process of the chemical reaction individual components chemically bind and the result of it is a desired shape.



RTM
The RTM technology has its name derived from the English abbrevation RTM / Resin Transfer Molding/ that means forming by the movement of the resin. This also means a closed shaping. The both parts of form are covered by gelcoat. The form may be also filled by the core /e.g. polyuretan/ except from the matts or textiles. The form will be closed and vacuum has an effect on one of its parts and simultaneously the form is filled with resin. The advantage of the RTM technology is the preciseness of the final products, the fast production, and except for this it is better for the environment thanks to the closed process, on the other hand it brings higher investigation at the beginning concerning the development and the production of the forms.
Vacuum pressing
The most used way of elaboration of plastic in sanitary and medical practice. What concerns its technology it completely differs from the previous methodologies. The heated acrylic of the temperature 160/200 Degrees of Celsius, ABS, or ABS acrylic is by means of vacuum pulled /Tiefziehen is a German expression for this technology, its translated meaning is in exact words to deeply pull on the temperate form that could be negative or positive according to the fact which the evelation side will be needed. During the influence of vacuum the product is cooled off and its shape is stabilised. The production is not suitable for very small series /1,2,5 pieces/.